



320改向滚筒_400改向滚筒_630包胶传动滚筒_1400包胶传动滚筒_驱动滚筒
面议
卖方承担运费
济宁市


产品详情(济宁市驱动滚筒厂家)
产品参数
:电议

产品特点
一、结构件焊接时不应施加外力。焊缝在焊接强度要求的全部焊接区域内应是结实、均匀、不应有凹陷、焊渣或剥落等焊接缺陷。焊接变形偏差应控制在规范之内。焊接完成后,消除应力,焊缝处应进行打磨光滑、平整。焊缝都应进行必要的检测,重要部位必须进行探伤检测。改向滚筒在喷漆前,钢结构表面需进行除油除锈处理。在每次喷漆前,表面必须去除油脂和其他赃物。在进行表面处理前, 二、3.4.1.4出厂前从每个零部件内部清除全部加工垃圾,如金属切削、填充物等,从内外表面清除所有轧屑、锈皮、油脂等。 三、3.4.1.5滚筒轴外露部分应涂抹防锈油、并在发货时加以防护。 四、3.4.2油漆品种和厚度 五、所有部件加工制作后喷涂两遍防腐底漆、两遍面漆。 六、3.4.3筒皮与辐板焊后,筒体必须经过回火处理以消除焊接应力。 七、3.4.4回火处理后的筒体进行二次加工镗孔,保证两胀套孔的同轴度0.08。 八、我公司在严格准守DTⅡ型设计手册上的基础上,经过多年的摸索把整个滚筒生产的过程和工艺进行了改革,现在我厂生产的滚筒在质量上可以近乎于
产品实拍

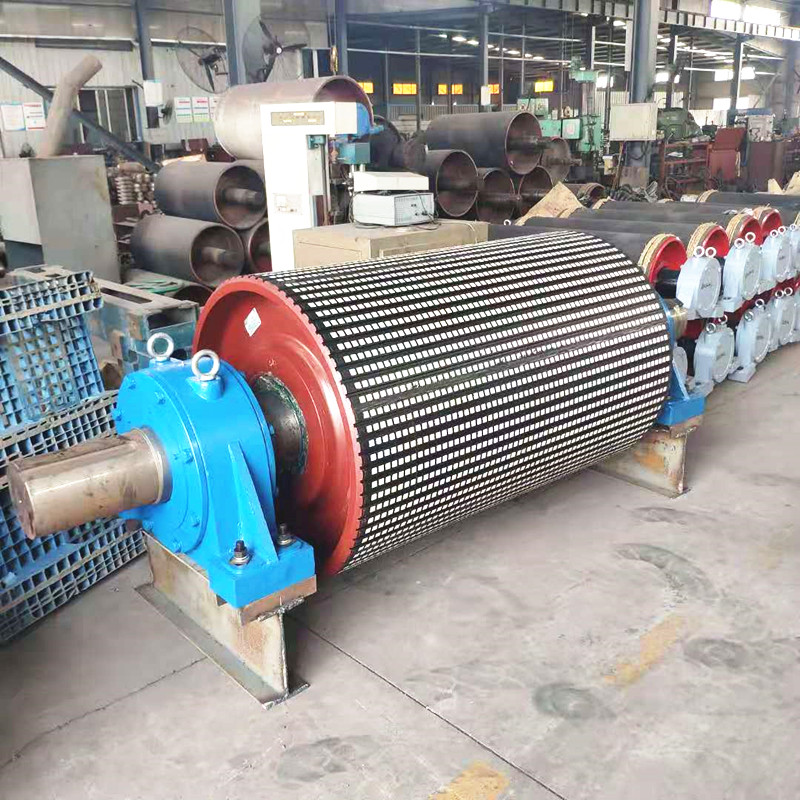

(济宁市驱动滚筒厂家)
320改向滚筒_400改向滚筒_630包胶传动滚筒_1400包胶传动滚筒_驱动滚筒

更多精品

供应驱动滚筒/传动滚筒
¥ 1,000.00
供应驱动滚筒总成
面议
供应驱动滚筒HD-BSC26
面议
供应HD-BSC26主动滚筒驱动滚筒
¥ 8,000.00
供应驱动滚筒主动滚筒机头滚筒
¥ 200.00
供应V带驱动式滚筒输送机
面议
品质可靠 给煤机用驱动滚筒
¥ 668.00
滚筒线驱动-滚筒线-福耐姆(查看)
面议
供应主动辊筒 驱动滚筒
¥ 10.00