



江苏双向拉伸挤出机批发 双向拉伸薄膜挤出机厂家定制 单螺杆双向拉伸电容膜挤出机价格
面议
卖方承担运费
舟山市


产品详情(舟山市双向拉伸挤出机厂家)
品牌:
其他
型号:
JCJ22071107
种类:
其他
螺杆数:
单螺杆
售后服务:
全国送货上门
产品别名:
塑料挤出成型设备
产品用途:
挤出造粒和挤出成型
螺杆直径:
电议(可按需定制)
最大挤出直径:
30(可按需定制)
生产能力:
强
定位精度:
高
外形尺寸:
电议(可按需定制)
电动机功率:
160kW/380V
规格:
φ120:38
关键词:舟山市双向拉伸挤出机厂家
江苏双向拉伸挤出机批发 双向拉伸薄膜挤出机厂家定制 单螺杆双向拉伸电容膜挤出机价格。
单螺杆挤出机原理:
单螺杆一般在有效长度上分为三段,按螺杆直径大小 螺距 螺深确定三段有效长度,一般按各占三分之一划分。
料口最后一道螺纹开始叫输送段:物料在此处要求不能塑化,但要预热、受压挤实,过去老挤出理论认为此处物料是松散体,后来通过证明此处物料的运动类似固体活塞,因此只要完成输送任务就是它的功能了。
第二段叫压缩段,此时螺槽体积由大逐渐变小,并且温度要达到物料塑化程度,此处产生压缩由输送段三,在这里压缩到一,这叫螺杆的压缩比--3﹕1,有的机器也有变化,完成塑化的物料进入到第三段。
第三段是计量段,此处物料保持塑化温度,只是象计量泵那样准确、定量输送熔体物料,以供给机头,此时温度不能低于塑化温度,一般略高点。
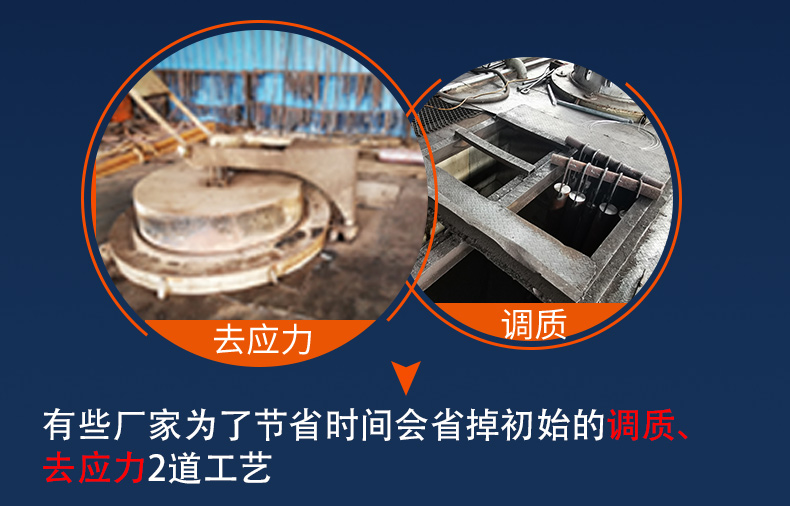
舟山顺田塑机优势:3.0流道优化技术,延长维护间隔省电省钱,
10余年潜心开发;一万时运转无故障,延长维护间隔省电省钱
免费出设计方案,支持现场测绘服务,快速生产安排;20天急件交付






(舟山市双向拉伸挤出机厂家)
江苏双向拉伸挤出机批发 双向拉伸薄膜挤出机厂家定制 单螺杆双向拉伸电容膜挤出机价格

更多精品

供应双向拉伸格栅
面议
拉伸钢板网|拉伸网|双向拉伸网
面议
供应双向拉伸网
¥ 15,903,189,655.00
双向拉伸塑料土工格栅
面议
供应双向拉伸网设备
¥ 4,000,000.00
双向拉伸塑料土工格栅
面议
供应双向拉伸土工格栅
面议
PTFE双向拉伸微孔膜
面议
供应双向拉伸土工格栅
¥ 4.00