



供应高温高压蒸汽管道蠕变监测钢卷尺厂

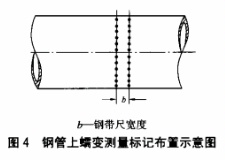
b—钢带尺宽度
3.2 蠕变测量方法的选择主要依据管道和联箱的尺寸和材料的可焊性水平。对一些在焊接测点座时易出裂纹的高合金钢管道和联箱及厚壁钢管,应选择蠕变测量标记的方法来测量蠕变。
4 蠕变测点和测量标记的装设
4.1 蠕变测点的安装:
4.1.1 水平管段上的一对测点,应装设在水平方位;垂直管段上的测点,应装设在便于测量的方位上。
4.1.2 可采用管道外表面圆周长等分的方法,确定蠕变测点中心的位置,并使测点座对中。同一截面的各对测点应处于与管道轴线相垂直的同一截面上。
4.1.3 新装管道的蠕变测点座应在管道安装前焊好,焊后应进行整体热处理。在管道安装好冲管前在测点座上装上蠕变测点头。在特殊情况下,测点座和测点头也可在管道安装后焊好,但必须在管道冲管前焊就。蠕变测点座的焊接规范,遵循不损坏管道质量的原则,并由担任该管焊接的合格焊工施焊。焊前预热与焊后热处理应按有关规定执行。
4.1.4 在测点头与测点座焊死前,应调整蠕变测点的高度,其要求是:当管道直径产生2%的相对胀粗时,仍不必更换千分尺的量程,并使公称直径相同的管道上的测点间径向尺寸的相互偏差不超过0.1 mm。
4.1.5 为特殊目的而装设的蠕变测点,其测点高度的调整可根据具体情况决定。
4.1.6 测点高度调整完毕后,可能时应装设保护套,以免测点在安装活动保温时及其他偶然情况下碰坏。
4.2 蠕变测量标记和钢带尺的要求:
4.2.1 新装管道(联箱体)设置的或运行后管道(联箱体)选定增设的蠕变测量标记,其两排标记中心线钢管周向连线之间距离应等于测量用钢带尺的宽度(一般宜40~50mm),并使测量标记在周长上均匀等距分布。
4.2.2 测量标记为一个直径约φ2mm、深度为1mm球面压痕。
4.2.3 为保证测量标记正确地设置在管道(联箱体)表面上,在设置时可按规定要求把蠕变测量标记布置在一薄钢带上,然后在标记处钻一个直径为φ1mm的孔,把此薄钢带围在管道(联箱体)蠕变测量截面的外表面上,即能按孔准确定出测量标记的位置。
4.2.4 测量用钢带尺带有游标,其精确度至少应为0.02mm,钢带尺用因瓦合金做成(含Ni36%的Fe-Ni合金,0~100℃间膨胀系数接近于零)。
4.2.5 为保证每次测量时钢带尺与钢管(联箱体)接触紧度相同,建议钢带尺应带有恒定力的拉紧装置。
4.3 安装单位应配合生产单位按照本导则规定的方法,使用生产单位所选定的方法及相应的测量工具,进行原始蠕变测量。
4.3.1 原始测量数据:
4.3.1.1 蠕变测点的测量方法:测量前后千分卡尺的零位校正值,蠕变测点处(或附近)的管道外径尺寸,带测点高度的管道径向尺寸,管壁及千分卡尺(或标准棒)的温度等。
4.3.1.2 蠕变测量标记的测量方法:测量蠕变测量标记处的管道(联箱体)截面周长尺寸,管壁及钢带尺的温度等。
4.3.2 测量数据详细记入蠕变测量记录本中。
4.3.3 应将标有测量截面位置及编号的单线立体管道系统图,连同上述蠕变测量的原始记录,完整地移交给生产单位保存。
5 蠕变测量和计算
5.1 测量工具和点温计应有定期校验合格证。
5.2 蠕变测量前,应对测量工具和半导体点温计进行检查,确保测量仪器准确可靠。
5.3 蠕变测量前,应检查蠕变测点或蠕变测量标记是否受损伤,并应确保测量工具的测量面和测点或测量标记部分管段外表面洁净。清洁可用棉纱和酒精,但不能用锉刀或砂纸。
5.4 蠕变测量时,管壁温度不宜过高,一般不要超过50℃。特殊情况下,当管壁温度高于50℃时,为了避免测量工具过分受热,测量动作要迅速。
5.5 测量工具的温度应与测量现场的环境温度基本一致,相差较大时,恒温时间一般不少于30min(用因瓦合金制造的钢带尺除外)。当环境温度低于30℃时,应减小测量人员手温对测量工具的影响。
5.6 对管壁和测量工具作温度测量时,温度读数应精确到0.5℃,小于0.5℃应进为0.5℃,大于0.5℃应进为1℃。
5.7 对用蠕变测点的测量方法,当用千分尺弓身温度作修正计算时,蠕变测量前后应在接近20℃的环境中,用标准棒对千分尺的零位进行校正;当用标准棒温度作修正计算时,蠕变测量前后应在测量现场的环境中,用标准棒对千分尺进行零位校正。按下式计算千分尺的零位校正值B:
(1)
式中:b1——测量前千分尺的零位值,mm;
b2——测量后千分尺的零位值,mm。
5.7.1 当|b1—b2|>0.01mm时,应查明原因,如零位已变动或零位测量有误,则本次所测结果无效,应重新进行测量。
5.7.2 蠕变测量时,应保证千分尺测量面与测点头对中,严防产生过大的偏心。用力不要过大,以免千分尺弓身产生变形,应用棘轮转动微分筒,缓慢地使测量面与测点接触。
5.7.3 千分尺读数应精确到0.005mm,小于0.005mm的应进为0.005mm,大于0.005mm的应进为0.01mm。
5.7.4 每对蠕变测点应测量三次,若各次读数变动超过0.01mm,则应多测几次,取三次合理数据的平均值作为该对蠕变测点的测量数据。
5.7.5 采用千分尺弓身温度作修正计算时,每组蠕变测点测量后,应立即测量千分尺的弓身温度及蠕变测点附近的管壁温度。采用标准棒温度作修正计算时,每组蠕变测点测量前后,应即时进行千分尺的零位校正,并立即测量标准棒温度及蠕变测点附近的管壁温度。当蠕变测点处管道受风吹日晒时,管道的金属温度应取向风面与背风面或向日面与背日面的平均值。
5.7.6 蠕变测点测量方法的原始测量数据的计算
5.7.6.1 换算到0℃的管道原始直径D1按下式计算:
(2)
式中:D——管道直径,mm;
ap——管道钢材的线膨胀系数,mm/(mm·℃);
ack——千分尺弓身(或标准棒)的线膨胀系数,mm/(mm·℃);
tp——管道的管壁温度,℃;
tck——千分尺弓身(或标准棒)的温度,℃。
5.7.6.2 换算到0℃的带测点高度的管道原始径向尺寸D1′按下式计算:
(3)
式中:D′——带测点高度的管道径向尺寸,mm。
5.7.6.3 换算到0℃的测点高度H按下式计算:
(4)
5.7.7 蠕变测点测量方法的运行后测量数据的计算。
5.7.7.1 换算到0℃的带测点高度的管道径向尺寸Dn′按下式计算:
(5)
5.7.7.2 换算到0℃的管道直径Dn按下式计算:
(6)
5.7.7.3 管道直径的绝对蠕变变形量ΔD按下式计算:
(7a)
或
(7b)
5.7.8 对蠕变测点的测量方法,原始及运行后测量数据的计算结果应精确到0.005mm。小于0.0025mm可略去,等于或大于0.0025mm应进为0.005mm;
小于0.0075mm应退为0.005mm,等于或大于0.0075mm应进为0.01mm。
5.7.9 蠕变测点的测量方法其管道直径的相对蠕变变形量ε(%)按下式计算:
(8)
5.8 用蠕变测量标记的测量方法测量时,钢带尺的边应与两排标记的中心线重合,每次测量时其拉紧力应相同,避免用大力而使钢带尺变形。每次测量时测三次,求其平均值。
5.8.1 蠕变标记测量方法的原始测量数据的计算,换算到0℃的管道测量截面原始周长C1按下式计算:
(9)
式中:C——管道测量截面周长测量值,mm;
ab——钢带尺的线膨胀系数,若钢带尺用因瓦合金制造,则在0~100℃内ab≈0,mm/(mm·℃);
tb——钢带尺的温度,℃;
B′——钢带尺的零位修正值,mm。
5.8.2 蠕变标记测量方法的运行后测量数据的计算,换算到0℃的管道测量截面周长Cn按下式计算:
(10)
式中:C′——第n次测量时管道测量截面周长测量值,mm。
5.8.3 管道测量截面周长的绝对蠕变变形量ΔC按下式计算:
(11)
5.8.4 用测量标记法测量的原始及运行后测量数据的计算结果应精确到0.02mm。小于0.01mm的可略去;等于或大于0.03mm应进为0.04mm;小于0.06mm应退回0.05mm;等于或大于0.09mm的应进为0.1mm。
5.8.5 管道测量截面周长的相对蠕变变形量ε(%)按下式计算:
(12)
5.9 测量结果处理:
5.9.1 绘制相对蠕变变形量-运行时间(ε-τ)曲线。变形量ε坐标的比例选取,应考虑到管道的蠕变变形量达2%时,曲线仍可完整地绘出,为考虑蠕变变形量出现负值的情况,在横坐标的下方地区,应有一定的负相对蠕变变形量空间。
运行时间τ的坐标比例应考虑运行时间为3×105h或更多。
5.9.2 估计出进入恒速蠕变阶段的时间。
5.9.3 以最小二乘法计算出蠕变恒速阶段的蠕变速度v按下式计算:
(13)
5.9.4 当在相对蠕变变形量-运行时间图上,出现一点或连续两点明显偏离线性时,可按该偏离点的连线单独计算该部分时间的蠕变速度。
5.9.5 对于蠕变测点的测量方法,每一截面的各对蠕变测点的结果应分别计算和评定。
5.10 蠕变监督标准:
a.蠕变恒速阶段的蠕变速度不应大于1×10-7mm/(mm·h),即1×10-5%/h。
b.总的相对蠕变变形量ε达1%时进行试验鉴定。
c.总的相对蠕变变形量ε达2%时更换管子。
6 蠕变监督的技术管理
6.1 火力发电厂高温蒸汽管道的蠕变测量,应由电厂指定专人负责,测量人员应保持相对稳定。测量人员应有高度的责任心,熟练掌握和运用测量仪器及测量方法,不断提高测量技术,确保蠕变测量结果准确可靠。
6.2 火力发电厂高温蒸汽管道的蠕变监督应建立完整的技术挡案,包括:标有蠕变测量截面位置和编号的单线立体管线图,蠕变测量记录卡,相对蠕变变形量ε-运行时间τ曲线等,并应及时正确地记录每次测量结果和计算结果。技术档案要妥为保管,不要遗失。
6.3 蠕变测量工具应完好齐全,专尺专用,并定期进行检定。蠕变测量用的半导体温度计,每年至少检定一次,每次蠕变测量前还应进行必要的检查。钢带尺应有特别容器保存,避免弯折和变形。
6.4 蠕变测量时间间隔:
6.4.1 在设计期限内或经鉴定的超期运行期内,当相对蠕变变形量ε小于0.75%或管道各测量截面间的最大蠕变速度小于0.75×10-7mm/(mm·h)时,监督段的蠕变测量时间间隔以15000h左右为宜;对其它蠕变测量截面,可采用轮流方法,但其测量时间间隔以不超过30000 h为宜。
6.4.2 当相对蠕变变形量ε达0.75%~1%或管道各测量截面间的最大蠕变速度接近1×10-7mm/(mm·h)时,蠕变测量时间间隔以10000h左右为宜,并不分监督段测量截面和非监督段测量截面。
6.5 蠕变测量应在管道停止运行后的适当时间及时测量,并及时计算,发现问题及时复测。在高温蒸汽管道启动前三天应提出测试结果,由金属监督负责人复核后,送生技科长及总工程师审批。
6.6 当管道相对蠕变变形量或蠕变速度超过上述标准,或出现一次测点很不正常,或连续两次明显偏离线性时,总工程师应立即组织专门会议,分析原因,提出对策。会议结论应报主管局批准后执行。
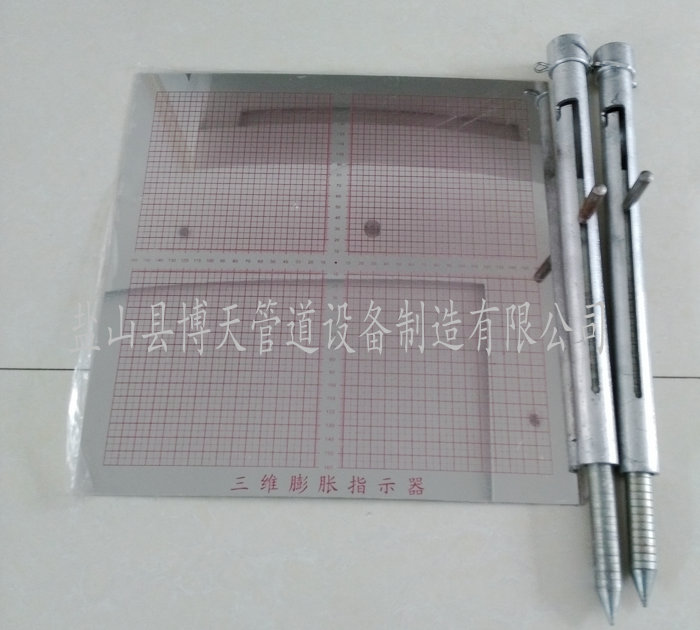
DL-TLR-D型高温高压蒸汽管道周长蠕变测量尺
周长蠕变测量尺
为保证发电厂的安全运行,必须加强高温高压蒸汽管道的蠕变测量和监督工作。
高温高压蒸汽管道周长蠕变测量尺适用发电厂的蒸汽温度t>450℃的主管汽管道、再热蒸汽管道、蒸汽母管及导汽管等的蠕变监督。
本公司研制生产的带有恒力装置的周长蠕变测量尺(实用新型专利 高温高压蒸汽管道周长蠕变测量尺的恒力装置符合dl441-2004《火力发电厂高温高压蒸汽管道蠕变监督规程》中的蠕变测量标记测量方法(钢带尺)的相关要求。dl-tm型高温高压蒸汽管道周长蠕变测量尺(简称蠕变测量尺)与传统的千分测量相比具有明显的优点:
1.操作简便。体轻形巧,携带方便,增轻劳动强度,可单人独立操作,计算方法较为简单。不需要温度修正及用标准校验。
2.测量截面安装工艺简单。新装管道设置的或运行后管道选定增设的蠕变测量标记,其每排相邻标记中心线在钢管周向连线之间距离应等于测量用钢带尺的宽度(一般宜40mm~50mm),并使测量标记在管子周长上均匀等距分布。 测量标记为一个直径约φ2mm,深度为1mm球面压痕。无需焊接蠕变测量乳头。(对一些在焊接测点座时易出裂纹的高合金钢管道及厚壁管道,应选择蠕变测量标记方法)。
3.测量数值具有真实意义。采用周长测量包容原则,排除了因管道组织性质不均匀性,蠕变测点不焊在蠕变位置,而造成的假测现象。
4.为保证每次测量时钢带尺与钢管接触紧度相同,钢带尺带有恒定力的拉紧装置。可消除因外力施加不均而引起的测量误差。
5. 蠕变测量尺带有游标,其精确度至少应为0.02mm,钢带尺用因瓦合金制成(含36%ni的fe-ni合金,0℃~100℃间线膨胀系数接近于0)。6.产品三年免费维修。终身保修。可根据要求上门培训及指导使用。7.提供免费的技术咨询。
蠕变测量尺高温高压蒸汽管道周长蠕变测量尺适用发电厂的蒸汽温度T>450℃的主管汽管道、再热蒸汽管道、蒸汽母管及导汽管等的蠕变测量和安全监督。标记测量方法(钢带尺)采用的工具是周长蠕变测量尺,符合DL441-2004《火力发电厂高温高压蒸汽管道蠕变监督规程》的相关要求。
DL-TLR-D型高温高压蒸汽管道周长蠕变测量尺(简称周长蠕变测量尺)与传统的千分测量相比具有明显的优点:
1.操作简便。体轻形巧,携带方便,增轻劳动强度,可单人独立操作。不需要温度修正及用标准校验。
2.测量截面安装工艺简单。新装管道设置的或运行后管道选定增设的蠕变测量标记,其每排相邻标记中心线在钢管周向连线之间距离应等于测量用钢带尺的宽度(40mm),并使测量标记在管子周长上均匀等距分布。 测量标记为一个直径约为Φ2mm,深度为1mm球面压痕。无需焊接蠕变测量乳头。(对一些在焊接测点座时易出裂纹的高合金钢管道及厚壁管道,应选择蠕变测量标记方法最为合适)。
3.测量数值具有真实意义。采用周长测量包容原则,排除了因管道组织性质不均匀性,蠕变测点不焊在蠕变位置,而造成的假测现象。
4.为保证每次测量时钢带尺与钢管接触紧度相同,钢带尺宜带有恒定力的拉紧装置
高温蒸汽管道蠕变监督的目的是保证管道的安全运行。通过对管道定期、定型蠕变测


量和数据分析,及时掌握高温蒸汽管道金属的蠕变规律,为正确分析和预测管道的剩余寿命提供可靠的技术依据。
检测方法:
名称:蠕胀测点
标准:GD-87-0908
规格:直径27
材质:1Cr18Ni9Ti 12CrMoV P91
http://www.ysbotian.com
(沧州市高温高压蒸汽管道蠕变监测钢卷尺厂厂家)
供应高温高压蒸汽管道蠕变监测钢卷尺厂


供应高温高压蒸汽管道蠕变测量钢带尺
¥ 4,800.00
高温蠕变试验机
面议
高温蠕变试验机 松弛试验机
面议
供应高温蠕变试验机
¥ 26,000.00
高温蠕变强度试验机
面议
高温蠕变持久试验机
面议
金属高温蠕变试验
¥ 12.00
供应高温蠕变试验机
面议
腐蚀疲劳试验机/高温高压应力腐蚀试验机|应力开裂|应力开裂|蠕变开裂。
¥ 1,800.00