



给水管模具,黄岩给水管模具,江苏给水管模具




台州黄岩新视觉工贸有限公司,建厂十多年来一直是一家专业从事注塑模具设计、制造以及产品注塑加工的企业。公司坐落在中国模具之乡----黄岩,距离甬台温高速公路黄岩出口不到一千米,距离黄岩路桥机场仅18公里,地理位置十分优越。公司技术力量雄厚,生产设备精良,检测仪器先进,管理体系健全。
公司建立了CAD/CAM/CAE计算机辅助设计中心,用以产品造型、注塑成型分析、浇口位置的设定、分型面的确定、模具设计图纸绘制。同时公司还拥有先进的数控加工设备CNC加工中心,HC2000三坐标测量仪、电火花成型机、线切割普通机床以及100T--2800T注塑机机群等。公司不断强化工作标准,推行标准化建设,大型和精密模具均采用进口元件的热流道和DME设计加工。
公司严格遵照ISO9001质量管理体系,并形成了自己独特的管理方式。公司拥有高素质的设计人员和丰富实际操作经验模具钳工,对特大型结构复杂的模具制作有丰富的实践经验。多年来,我们紧跟市场与客户目标,同国内外多家著名电器制造厂家有密切的合作关系。生产出来的产品能与进口模具相媲美,得到客户的一致好评。
主要承接模具制造及产品加工:
1、汽车模具 (保险杠,仪表台,内外饰件等)
2、家电模具 (空调,洗衣机,冰箱,电视机,吸尘器,榨汁机等)
3、日用品模具(垃圾桶,塑料桌椅,啤酒箱,周转箱,托盘等)
4、摩托车/电动车系列;(能提供整套产品外观设计,模具开发制造,塑件加工)
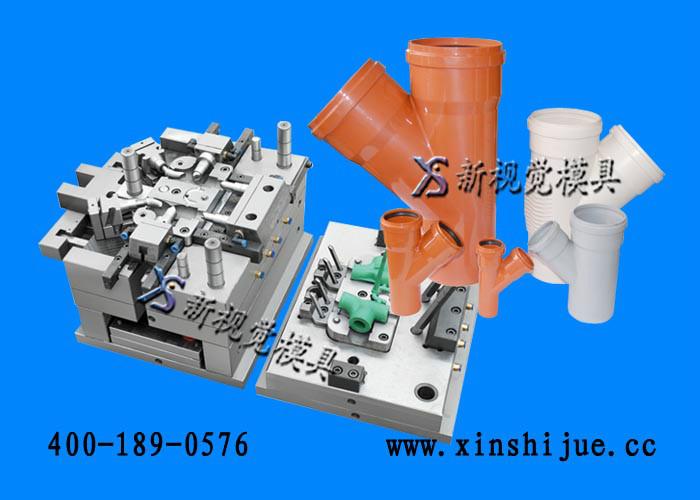
5、管件系列(PVC,PP-R,PE等)
6、压铸件模具及产品(锌合金压铸模具、铝合金压铸模具、镁合金压铸模具、锌镁合金压铸模具等等)
公司始终秉承“质量第一,客户至上”的方针,以高效降低成本,以服务感动客户,以共识达成共赢。恒益模具以优良的品质,合理的价格,完善的服务为宗旨,热情对待每一位客户,并热忱渴望与广大客户建立良好友善的沟通渠道,让更多的客户了解恒益,达成共识实现共赢。
设备技术
模具流程:审图---备料---加工---模架加工---模芯加工---电极加工---模具零件加工---检验---装配—飞模---试模---生产
加工设备:数控加工中心、数控电火花、数控车床、数控钻床、高速数控精雕、数控线切割等高精度先进加工设备
加工能力:模具设计、模具制造及注塑成型加工
模具材料:P20,718,718H,2738,2316,S136等等多种材料供您选择,模架:45#预硬> 30 HRC
冷却系统:优化设计的循环流水,提高生产效率,降低您的成本
中期处理:调质,提高硬度。
后期处理:氮化(氮化处理温度低,变形很小,不再需要进行淬火更具有很高的表面硬度(大于HV850)及耐磨性)
模具寿命:P20正常使用不低于50万模次,经过我们的技术处理高达80万模。
设计流程
对每一副模具我们新视觉都有一套完整的,精密的技术要求以及制造理念:
1、成型零件设计
赋予成型材料形状、结构、尺寸的零件,通常由型芯(凸模)、凹模型腔以及螺纹型芯、镶块等设计。
2、浇注系统设计
它是将熔融塑料由注射机喷嘴引向闭合模腔的通道,通常由主流道、分流道、浇口和冷料井组成。
3、导向部件设计
为了保证动模与定模闭合时能够精确对准而设置的导向部件,起导向定位作用,它是由导柱和导套组成的,有的模具还在顶出板上设置了导向部件, 保证脱模机构运动平稳可靠。
4、脱模机构设计
实现塑件和浇注系统脱模的装置,其结构形式很多,最常用的有顶杆、顶管、顶板及气动顶出等脱模机构,一般由顶杆、复位杆、弹弓、顶杆固定板、顶板(顶环)及顶板导柱/导套等组成。
5、抽芯机构设计
对于有侧孔或侧凹的塑件,在被顶出脱模之前,必须先进行侧向抽芯或分开滑块(侧向分型),方能顺利脱模。
6、模温调节系统设计
为了满足注射成型工艺对模具温度的要求,需要有模温调节系统(如:冷却水、热水、热油及电热系统等)对模具温度进行调节的装置。
7、排气系统设计
为了将模腔内的气体顺利排出,常在模具分型面处开设排气槽,许多模具的推杆或其它活动部件(如:滑块)之间的间隙也可起到排气作用。
8、其它结构零件设计
是指为满足模具结构上的要求而设置的零件(如:固定板、动/定模板、撑头、支承板及连接螺钉等)。
产品参数
模具名称:管件模具
模具尺寸:800*700*500(具体看产品)
成型周期:30-100秒(看产品)
模具寿命:80-300万次
注塑机型号:220t
脱模方式:自动脱模
工序组合类型: 单工序模
模具安装方式: 固定式模具
成形方式: 注射成型模
包装方式:木箱
加工周期:30-45天
模具保养及售后服务
模具保养比模具维修更为重要,模具维修的次数越多,其寿命越短;而模具保养得越好,其使用寿命就会越长。模具保养主要分三点:
1.模具的日常保养:各种运动部件如顶针、行位、导柱、导套加油,模面的清洁,运水的疏道,这是模具生产时每天要维护的。
2.定期的保养:定期保养包括日常保养之外还要排气槽的清理,困气烧黑位加排气,损伤、磨损部位修正等。
3.外观保养:模胚外侧涂油漆,以免生锈,下模时,定模动模应涂上防锈油,模具保存时应闭合严实,防止灰尘进入型腔。
4.运输方式:在模具出运前必须装上锁模片,包装坚固、防锈,物流运输
5.售后服务:模具免费保修1年。24小时全天免费技术服务电话



(台州市给水管模具厂家)
给水管模具,黄岩给水管模具,江苏给水管模具

给水管模具,黄岩给水管模具,江苏给水管模具
面议
给水管件模具价格,黄岩给水管件模具价格
面议
PVC给水管件模具厂家,黄岩PVC给水管件模具厂家
面议
供应给水管件模具,给水管件模具厂家,给水管件模具价格,图片
面议
供应管件模具ppr管件模具ppr给水管件模具
面议
给水管
面议
供应PPR给水管件模具/PVC排水管件模具模具/四通管件模具
¥ 20,000.00
供应PVC给水管件模具厂家,PVC管件模具价格,PVC管件模具
¥ 12,000.00
供应pvc管件模具_pvc排水/给水管件模具应
¥ 18,000.00